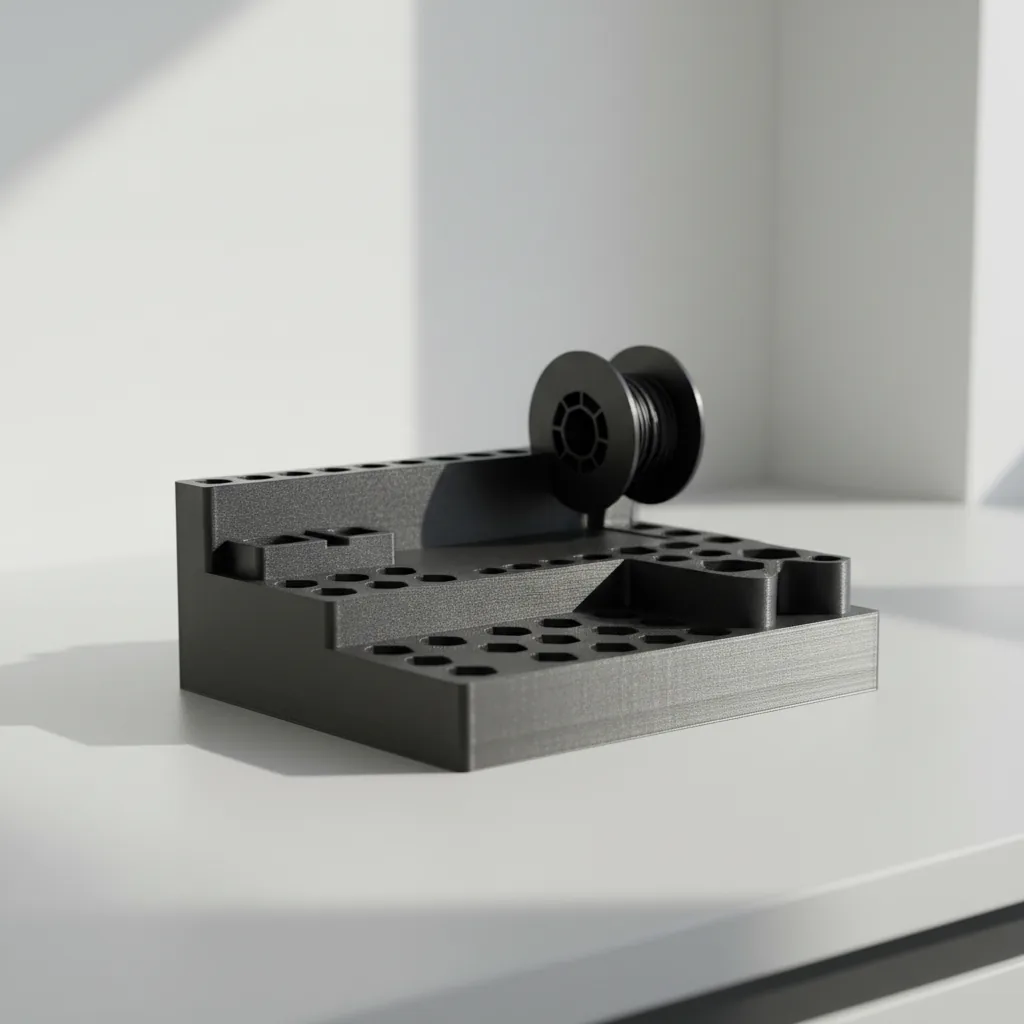
- PETG-ESD
- Glycol-modified PETG loaded with multi-wall carbon nanotubes at roughly 3-5% by weight. The CNT network creates a percolated conductive path across the polymer matrix · the part dissipates static charge instead of holding it. At our calibrated 270°C nozzle the surface resistivity lands in the ANSI/ESD S20.20-2021 dissipative band (~10⁵ Ω/sq).
- CNT (carbon nanotube)
- A cylindrical nanostructure of carbon atoms with extremely high aspect ratio (length-to-diameter often > 1000:1). Multi-wall CNTs (MWCNTs) are used in PETG-ESD for their electrical conductivity along the tube axis · once enough tubes touch end-to-end to form a continuous network through the polymer, the matrix becomes electrically dissipative.
- Percolation threshold
- The loading level at which conductive filler particles (CNTs, here) form a continuous touching network through an insulating matrix. For high-aspect-ratio MWCNTs in PETG, threshold is typically 1-3% by weight. Below the threshold the matrix is insulative; above it, resistivity drops by many orders of magnitude.
- Hygroscopic
- A material that absorbs water from humid air. PETG-ESD's equilibrium water absorption is 0.41% (per TDS V1.1). Hygroscopic filaments require pre-print drying · for PETG-ESD, 65°C for 3 hours per the manufacturer's recommendation.
- ANSI/ESD S20.20-2021
- The US-published industry standard for electrostatic discharge control programs. Defines material classification thresholds: conductive (<10^4 Ω/sq), dissipative (10^4 to <10^11 Ω/sq), insulating (≥10^11 Ω/sq). PETG-ESD at 3DPE-calibrated 270°C nozzle delivers ~10^5 Ω/sq · cleanly within the dissipative band.
- Anisotropy
- The dependence of a material's properties on direction. PETG-ESD's anisotropy ratio is moderate (1.74× XY/Z, derived from TDS V1.1 · 36.1 / 20.7 MPa) · slightly higher than plain PETG (~1.19×, the CNT loading raises XY/Z spread) but well below the fibre-reinforced engineering composites.
- Glass transition temperature (Tg)
- The temperature at which an amorphous polymer transitions from glassy/rigid to rubbery/soft. PETG-ESD's Tg is 77°C (DSC, 10°C/min, TDS V1.1) · the practical service-temperature ceiling. Above Tg, parts soften and lose stiffness.
- Heat deflection temperature (HDT)
- The temperature at which a loaded specimen deflects a standard amount under a defined load (ISO 75). HDT @ 0.45 MPa is the lower-load value (76°C for PETG-ESD); HDT @ 1.8 MPa is the structural ceiling (72°C for PETG-ESD).
- Vicat softening temperature
- The temperature at which a standard needle penetrates a test specimen under defined load (ISO 306). PETG-ESD's Vicat is 86°C · a related but distinct ceiling from HDT.
- Charpy impact strength
- Energy a notched specimen absorbs in a swinging-pendulum impact test (ISO 179). PETG-ESD's notched value is 5.7 ± 0.5 kJ/m² · roughly 2× plain PETG (2.6) and 70% higher than PLA. The CNT loading toughens the matrix slightly. ABS at 18.0 kJ/m² is still 3× higher.
- FDM (Fused Deposition Modelling)
- Filament-extrusion 3D printing. Distinct from SLS/MJF (powder-bed) and SLA (resin). PETG is FDM-only territory · powder-bed PET is a different process with different design rules.
- Heat-set insert
- A brass insert with knurled exterior that is melted into a pre-printed hole using a soldering iron. For PETG-ESD, iron temperature is approximately 285°C (printing temperature 270°C plus 10-20°C, per CNC Kitchen). Minimum 2 mm of material around and below the insert (Markforged).