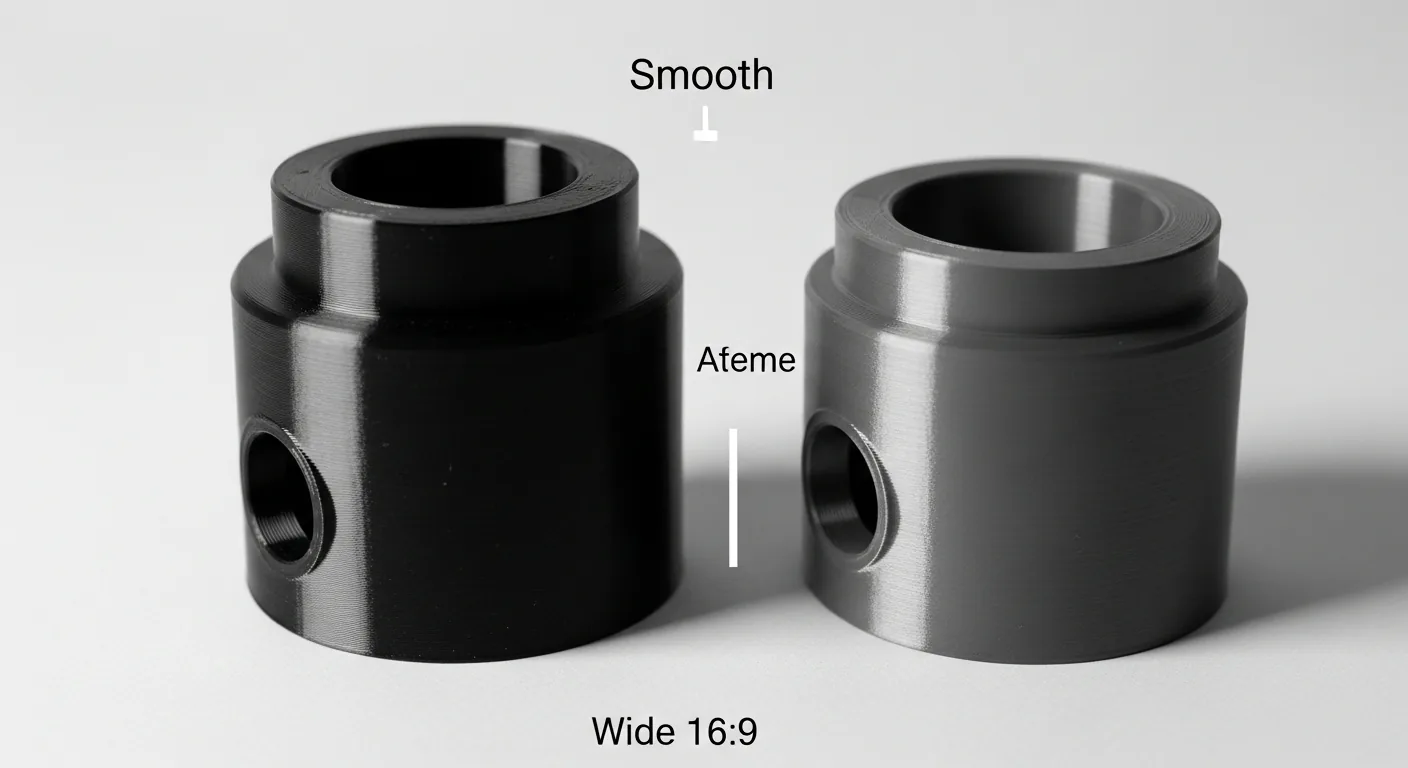
Sanding (240 / 400 / 800)
Surface impactRemoves layer lines, reaches matte / hand-smooth finish · ABS sands cleanly without tearing thanks to its ductility
Dimensional-0.1 to -0.3 mm per surface
MechanicalNo impact
Use casePre-paint prep · matte hand-feel · cosmetic refinement when acetone smoothing isn't wanted
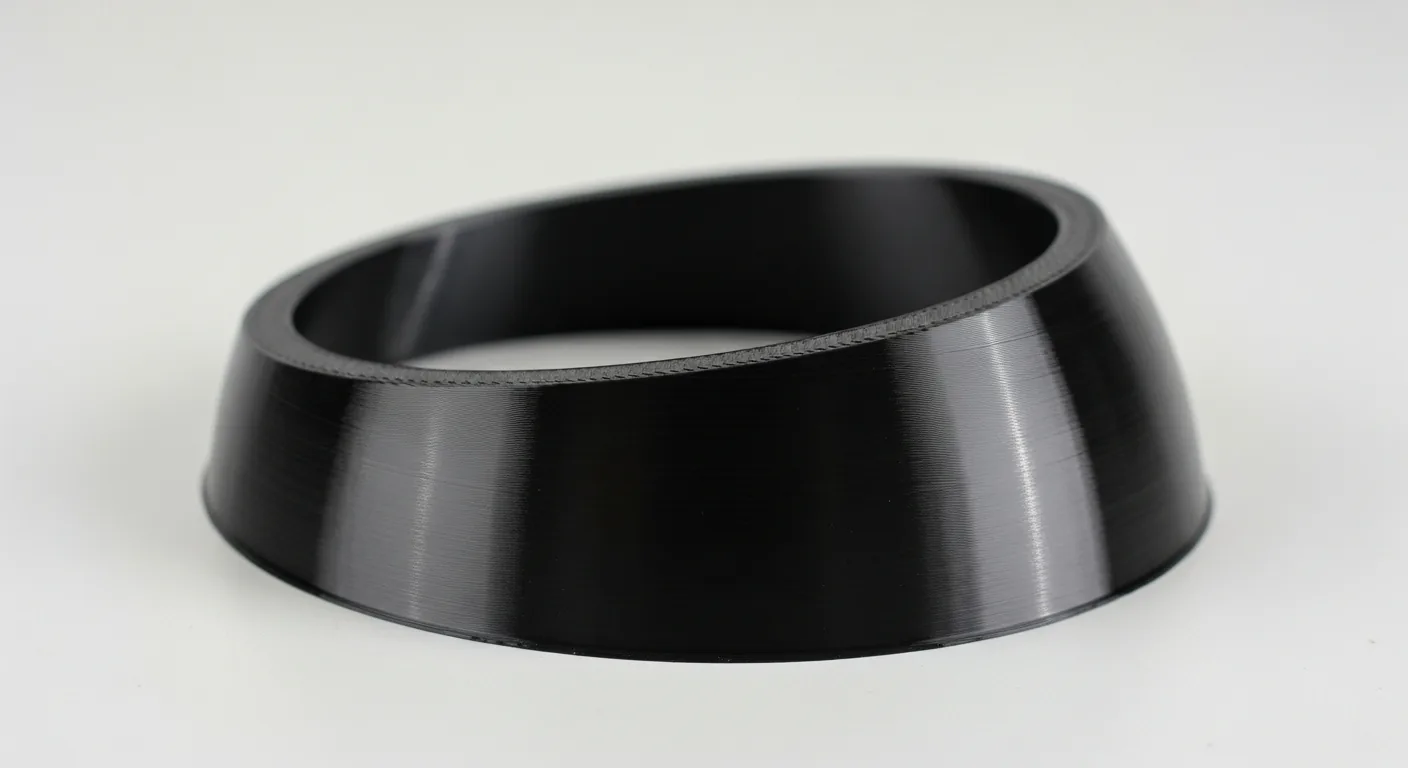
Acetone vapour smoothing
ProcessSealed chamber with acetone-saturated atmosphere · 30-90 min depending on part size · 24h total cycle including ventilation
Dimensional+0.05 to +0.1 mm per surface · rounds corners by ~0.1-0.2 mm
MechanicalSlight softening of outermost ~0.1 mm · bulk strength unchanged · paint adhesion improves on smoothed surface
Use caseProduction-look glossy parts, photographic models, electronic enclosures, automotive interior trim · the ABS signature finish
2K spray paint (RAL match)
Surface impactAny RAL colour with adhesion-promoting primer · ABS accepts paint cleanly after sanding or smoothing
Dimensional+0.05 to +0.15 mm per surface
MechanicalNo impact · paint acts as a UV barrier for outdoor service
Use caseColour-matched automotive interior, brand-coloured electronics housings, custom-RAL exhibition pieces
Solvent welding (acetone)
ProcessAcetone applied at the seam · 5-10 min clamp · 24h cure for full strength
Dimensional~0.1 mm gap at the seam fills cleanly · plan for this in the CAD
MechanicalStronger than the surrounding bulk polymer · the joint is the same chemistry as the parent material
Use caseSplitting large parts to fit on the bed, multi-part assemblies, watertight enclosures · the ABS-specific assembly route