- PC (polycarbonate)
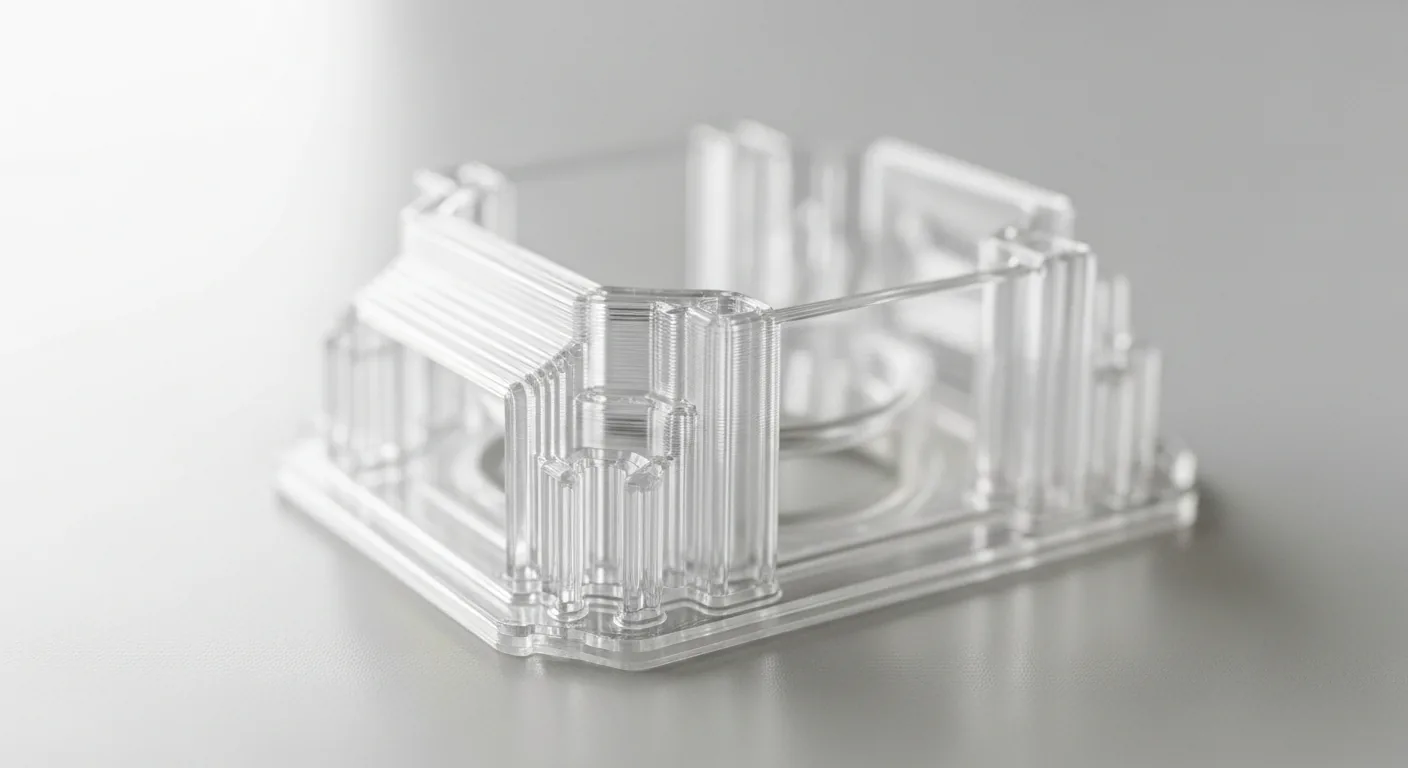
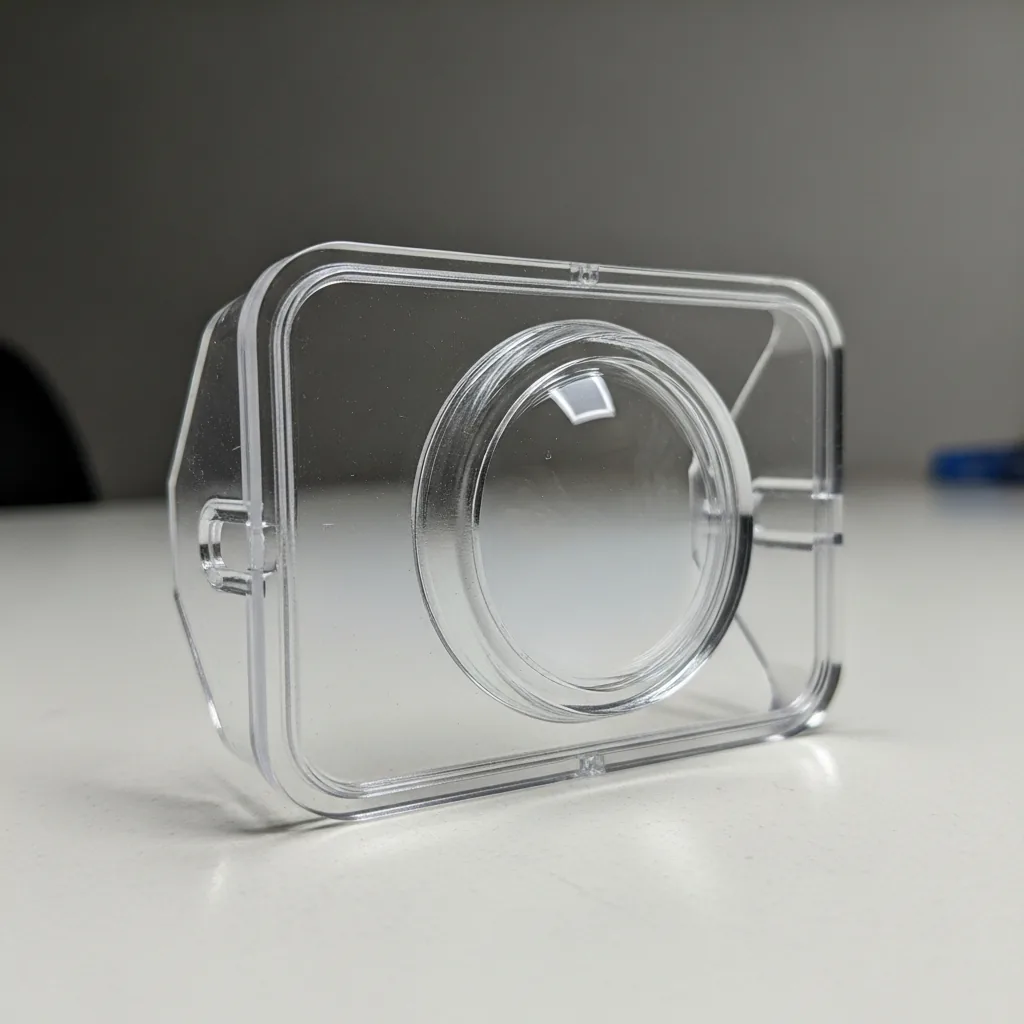
- An amorphous engineering thermoplastic produced by polycondensation of bisphenol-A with a carbonate source. The carbonate linkages give PC its combination of impact toughness, heat resistance, and optical clarity · the only commodity FDM polymer with all three. Toughened-modified grade (engineering-grade PC) is the engineering flagship; PC is the translucent variant.
- Carbonate linkage
- The -O-CO-O- group in PC's backbone that joins BPA monomers. The carbonyl can absorb impact energy via rotation before chain scission, which is the molecular mechanism behind PC's exceptional impact toughness. Same chemistry attack point for environmental stress cracking under acetone or alkaline exposure.
- Bisphenol-A (BPA)
- The aromatic monomer that joins via carbonate linkages to form PC. Banned in EU food-contact materials from 20 January 2025 (Regulation 2024/3190) due to endocrine-disrupting effects identified by EFSA's 2023 health-risk re-evaluation. PC's BPA content is the reason for the EU food-contact ban.
- Environmental stress cracking (ESC)
- The dominant PC failure mode: a combination of mechanical load + chemical exposure that splits the polymer along grain boundaries even at low solvent concentrations. PC is particularly susceptible to ESC with ketones (acetone, MEK), alkaline alcoholic cleaners, and certain detergents. Annealing reduces residual stress and lowers ESC risk.
- Post-print annealing
- The manufacturer-mandated 90°C / 2-hour heat treatment that releases residual internal stress from PC parts after printing. Without annealing, PC parts can crack under load weeks after printing, drift dimensionally, or fail under chemical exposure. ~0.5% shrinkage is the dimensional cost.
- Hot chamber
- A printer with a heated build chamber holding 70-100°C ambient temperature · much hotter than ABS / ASA chambers at 40-50°C. Required for PC because the stiff aromatic backbone retains residual stress through the higher print temperatures (250-270°C).
- Anisotropy
- The dependence of a material's properties on direction. PC's anisotropy ratio is 1.29× XY/Z (53.4/41.4 MPa tensile per TDS V5.4) · standard FDM directionality. Z-axis features carry ~77% of XY tensile strength.
- Glass transition temperature (Tg)
- The temperature at which an amorphous polymer transitions from glassy/rigid to rubbery/soft. The FDM-printed engineering-grade PC grade Tg is 113°C (DSC, 10°C/min) · note: bulk PC chemistry textbooks cite ~150°C, but this is the value for this specific tested grade.
- Heat deflection temperature (HDT)
- The temperature at which a loaded specimen deflects a standard amount under a defined load (ISO 75). PC HDT @ 0.45 MPa is 114°C, dropping to 99°C at 1.8 MPa. The widest commodity FDM thermal envelope.
- Charpy impact strength
- Energy a notched specimen absorbs in a swinging-pendulum impact test (ISO 179). PC's notched value of 21.3 kJ/m² at room temperature and 9.2 kJ/m² at -30°C (ISO 179-1/1eA:2010) is exceptional · most engineering thermoplastics embrittle at low temperature where PC retains 43% of its room-temp toughness.
- EU Regulation 2024/3190
- European Commission regulation effective 20 January 2025 banning bisphenol-A and other hazardous bisphenols (BPS, BPAF, TBBPA) in food-contact materials. PC, epoxy resins (food-can linings), and other BPA-based polymers are affected. Transitional provisions allow some single-use materials until 20 July 2026.
- PC vs engineering-grade PC
- Two PC grades: engineering-grade PC (toughened-modified, opaque, Charpy 21.3 kJ/m²) is the engineering flagship for impact-loaded parts. PC (lower toughness, translucent / clear, Charpy ~4 kJ/m²) is the optical variant for light-transmission parts. Same chemistry, different impact-modifier loading.